|
一(yī)、系統介紹:
敏捷汽車(chē)模具三維光(guāng)學快(kuài)速檢測系統是(shì)一(yī)種高(gāo)π速高(gāo)精度的(de)非接觸式三維掃描測量設備,采用(yòng)國(guó)際最先進的(de)外(wài)差式多(duō)頻(pín¥)相(xiàng)移三維光(guāng)學測量技(jì)術(shù),單幅測量幅面大(dà)小(xiǎo')(從(cóng)30mm到(dào)2米)、測量精度、測量速度等性能(néng)都(dōu)達到(dào)國(guó)際最先進水(shuǐ)平,與傳統的(de)格雷碼加相(xiàng÷)移方法相(xiàng)比,測量精度更高(gāo),單次測量幅面更大(dà)、抗幹擾能(néng)力強、受被測工(gōng)件(jiàn)表面明(míng)暗Ω(àn)影(yǐng)響小(xiǎo),能(néng)夠測量表面劇(jù)烈變化(huà)的(de)工(gōng)件(jiàn),精度能(néng)夠達到(dào)0.1m₹m/4m。

二、應用(yòng)敏捷汽車(chē)模具三維光(guāng)學快(kuài)速系統的(de)必要(yào)性:
型面編程完全依據CAE提供的(de)加工(gōng)依據,而機≥(jī)械車(chē)間(jiān)調用(yòng)編程者提供的(de)程序加工(gōng)的(de)對(duì)象是(shì)鑄件(jiàn),在最理(lǐ)想的(de)狀态下(xià☆),鑄件(jiàn)與實體(tǐ)之間(jiān)的(de)差别是(shì):在非加工(gōng)面上(shàng£)鑄件(jiàn)比實體(tǐ)大(dà)或小(xiǎo)2~5mm,在加工(gōng)面上(shàng)鑄件(jiàn)比實體(tǐ)大(dà)10~15mm,但(dàn)在現(xiàn) 實狀态下(xià),因受到(dào)鑄造前和(hé)鑄造時(shí)很(hěn)多(duō)因素的(de)影(yǐng)響,鑄件(jiàn)與實體(®tǐ)間(jiān)的(de)差别極不(bù)穩定,有(yǒu)時(shí)會(huì)差很(hěn)多∑(duō),比如(rú)鑄造前工(gōng)藝的(de)更改,就(jiù)會(huì)導緻實型型面的(de)更改,凹模和(hé)凸模加工(gōσng)量都(dōu)會(huì)變大(dà),并且不(bù)均勻。這(zhè)樣如(rú)果采用(yòng)球刀(dāo)加工(g•ōng)就(jiù)會(huì)容易發生(shēng)事(shì)故,效率還(hái)會(huì)降低(dī),并且對(duì)機(jī)床的(de)↓損傷也(yě)很(hěn)大(dà)。再有(yǒu)傳統的(de)加工(gōng)方式走刀(dāo)速度太慢(màn)效率太低(dī)。要(yào)想實現(xiàn)層切Ω加工(gōng)必須對(duì)毛坯進行(xíng)掃描,才能(néng)保證安全性和(hé)盡量減少(shǎo)空(kōng)走刀(εdāo)。
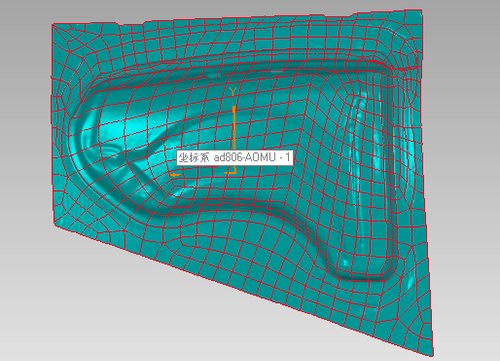
三、通(tōng)過敏捷汽車(chē)模具三維光(guāng)學快(kuài)速系統獲取點雲的(de)過程 1、
首先通(tōng)過照(zhào)相(xiàng)設備掃描設備采集點雲數(shù)據,同時(shí)一(yī)定要(yào)吧(ba)>點雲的(de)坐(zuò)标系和(hé)編程依據的(de)坐(zuò)标系一(yī)緻。
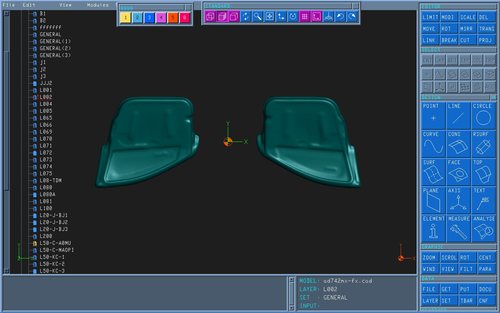
2、 把采集到(dào)的(de)點雲進行(xíng)處理(lǐ),并生(shēng)成曲面,保存成IGES格式,發送給編程人(rén)員(yuán)。 汽車(chē)模具實型是(shì)汽車(chē)模具從(cóng)抽象的(de)模↕具到(dào)實體(tǐ)模具的(de)第一(yī)步,實型的(de)形狀就(jiù)是(shì)以後模具的(de)形狀,所以實型的(de)的(de)制(zhì)作(z↕uò)是(shì)否準确對(duì)模具的(de)生(shēng)産非常重要(yào),以前實型的(de)檢測是 (shì)通(tōng)過手工(gōng)來(lái)測量的(de),存在效率低(dī)、精度低(dī)、測量不(bù)全面的(de)問(w♠èn)題 我們使用(yòng)TOMS汽車(chē)模具攝影(yǐng)測量系統可(kě)以很(hěn)好(hǎo)解決以上(shàng)問(wèn)題,基本思路(lù)就(ji♥ù)是(shì)把TOMS軟件(jiàn)測量出來(lái)的(de)泡沫真實值和(hé)模具理(lǐ)論值進行(xíng)比較。
四、利用(yòng)毛坯的(de)曲面編制(zhì)型面粗加工(gōng)程序的(de)過程
1、 把掃描好(hǎo)的(de)型面導入到(dào)編程的(de)軟件(jiàn)裡(lǐ)面
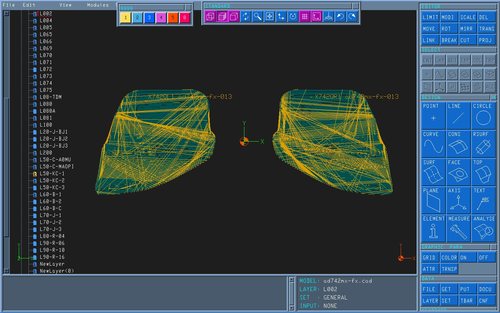
2、利用(yòng)掃描數(shù)據,像下(xià)拉伸,可(kě)以和(hé)加工(gōng)依據構成我們需要(yào)加工(gōng)的(de)毛坯
粗加工(gōng)刀(dāo)軌
局部粗加工(gōng)刀(dāo)軌
五、利用(yòng)毛坯的(de)型面編制(zhì)型面粗加工(gōng)程序的(de)優¶點
1、掃描的(de)結果可(kě)用(yòng)于各種加工(gōng)軟件(jiàn) UGNX7.5 POWE'RMILL TEBIS3.5
2、對(duì)機(jī)床要(yào)求低(dī),并且非常節省機(jī)床——由于♦吃(chī)刀(dāo)量小(xiǎo),機(jī)床的(de)負載就(jiù)小(xiǎo),
3、避免空(kōng)走刀(dāo)浪費(fèi),提高(gāo)加工(gōng)效率——掃描出來(lái)的(de)毛₹坯就(jiù)是(shì)實際的(de)毛坯所以按照(zhào)這(zhè)個(gè)編程就(jiù)不(bù)會(hu®ì)出現(xiàn)空(kōng)走刀(dāo)的(de)情況
4、防止撞刀(dāo)——對(duì)鑄件(jiàn)已經進行(xíng)了(le)掃描,所以可(kě)以避免撞刀(dāo)的(de)出現(xiàn)
5、不(bù)再編制(zhì)檢測程序,工(gōng)作(zuò)量減小(xiǎo),節省檢測刀(dāo)具 6、節省成本——刀(dāo)具成本、機(jī)床成本、人(ré>n)工(gōng)成本
|